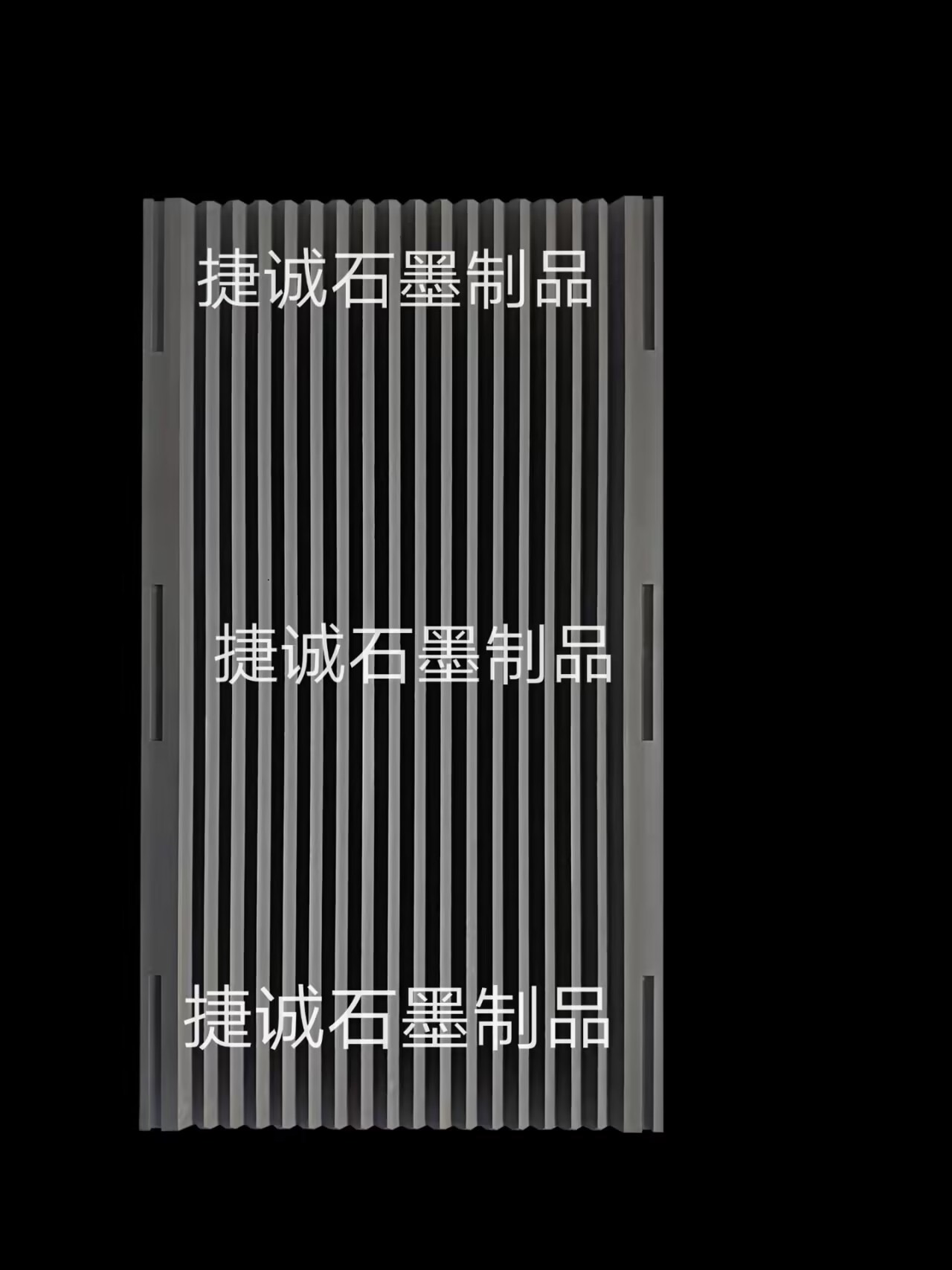
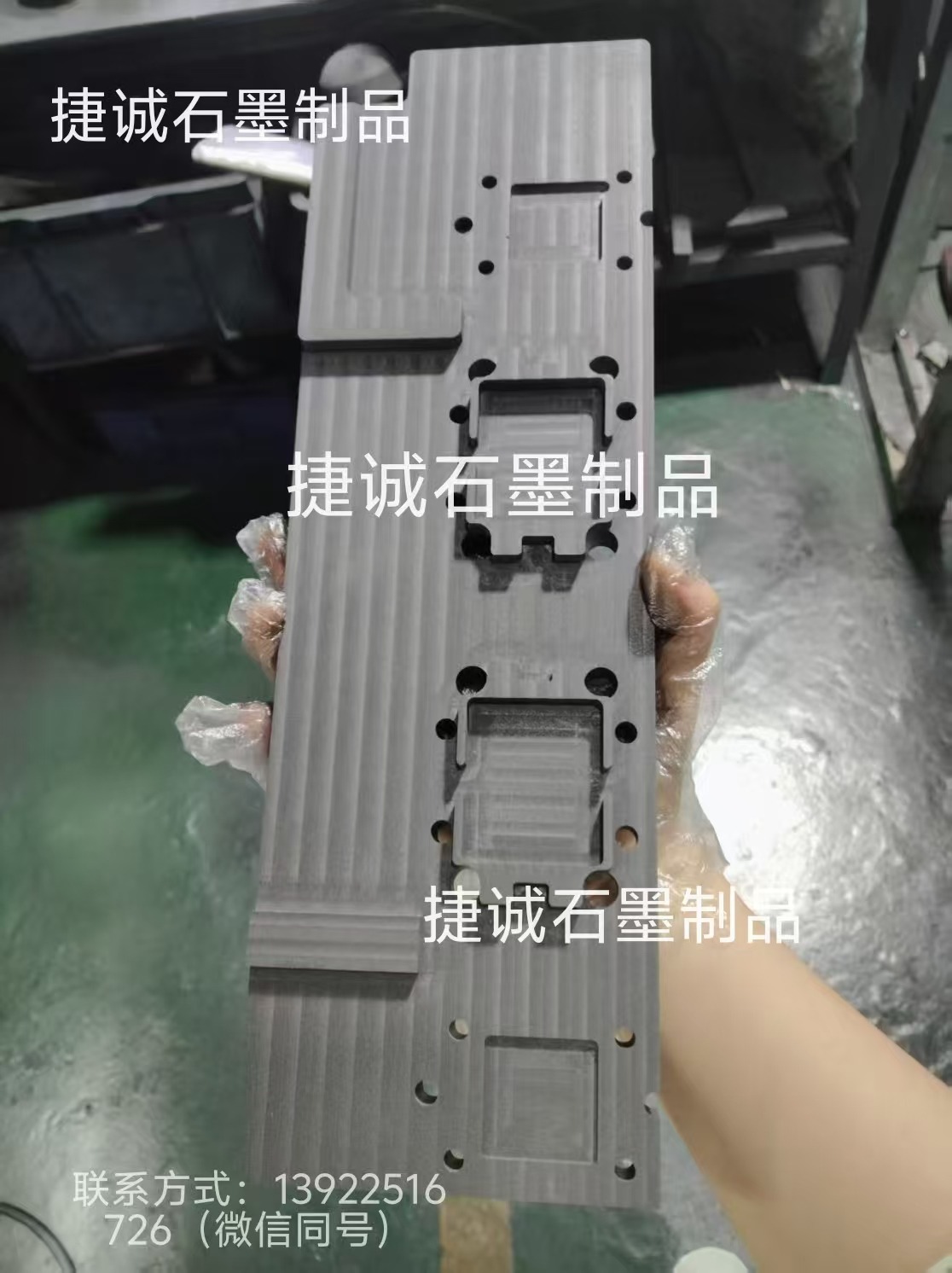
硬質(zhì)合金燒結(jié)用薄型v石墨槽,V型石墨舟皿,石墨舟皿,石墨模具,鎢鋼燒結(jié)用v型石墨舟皿,高純燒結(jié)石墨制品,石墨方舟石墨舟皿,石墨舟皿生產(chǎn)廠家
硬質(zhì)合金燒結(jié)用薄型V石墨槽仰仗其耐高溫、抗熱震、化學(xué)穩(wěn)定性強(qiáng)以及精準(zhǔn)的形狀控制才華,在硬質(zhì)合金制作范疇具有廣泛的運(yùn)用場景。以下是其中心運(yùn)用場景及詳細(xì)說明:
一、硬質(zhì)合金刀具制作
全體刀具燒結(jié)
運(yùn)用方針:銑刀、鉆頭、立銑刀等全體硬質(zhì)合金刀具。
作用:V型槽的幾許綁縛可防止刀具坯體在燒結(jié)縮短過程中產(chǎn)生曲折或誤解,確保刃口直線度與幾許精度。薄壁規(guī)劃減少熱容量,縮短升溫時(shí)間,行進(jìn)出產(chǎn)功率。
案例:在燒結(jié)直徑≤20mm的微鉆時(shí),薄型V石墨槽可完畢單次裝載量行進(jìn)30%,一同將刃口徑向跳動(dòng)控制在±0.005mm以內(nèi)。
可轉(zhuǎn)位刀片燒結(jié)
運(yùn)用方針:車削、銑削用可轉(zhuǎn)位硬質(zhì)合金刀片(如SNMG、APMT等類型)。
作用:通過定制化V型槽視點(diǎn)(如82°、90°),匹配刀片后角規(guī)劃,防止燒結(jié)過程中后角變形,確保切削性能一致性。
優(yōu)勢:比較傳統(tǒng)平面石墨槽,V型槽可減少刀片與槽壁接觸面積,下降粘連危險(xiǎn),行進(jìn)脫模功率。
二、礦用東西出產(chǎn)
截齒與球齒燒結(jié)
運(yùn)用方針:采煤機(jī)截齒、掘進(jìn)機(jī)截齒、石油鉆探用球齒。
作用:V型槽的錐形結(jié)構(gòu)可適配截齒的圓錐形頭部規(guī)劃,燒結(jié)過程中通過槽壁支撐防止頭部陷落,一同薄壁規(guī)劃促進(jìn)溫度均勻傳導(dǎo),防止鈷相偏析。
作用:運(yùn)用薄型V石墨槽燒結(jié)的截齒,抗沖擊耐性可行進(jìn)15%-20%,運(yùn)用壽數(shù)延伸至傳統(tǒng)工藝的1.8倍。
牙輪鉆頭軸承燒結(jié)
運(yùn)用方針:石油、地質(zhì)勘探用牙輪鉆頭軸承套。
作用:通過精密加工的V型槽定位軸承套內(nèi)孔,燒結(jié)過程中堅(jiān)持同心度≤0.01mm,確保鉆頭旋轉(zhuǎn)穩(wěn)定性。
技術(shù)參數(shù):槽壁粗糙度Ra≤0.4μm,減少抵觸對(duì)軸承套表面的危害。
三、精密模具加工
沖壓模具燒結(jié)
運(yùn)用方針:電子元器件沖壓模具、精密彈簧片模具。
作用:V型槽可承載薄壁模具坯體(厚度≤2mm),通過槽壁支撐防止燒結(jié)變形,一同石墨的慵懶防止模具表面碳化層增厚,確保沖裁邊沿光潔度。
數(shù)據(jù)支撐:運(yùn)用薄型V石墨槽燒結(jié)的模具,沖裁次數(shù)可達(dá)500萬次以上,較傳統(tǒng)工藝行進(jìn)40%。
拉伸模具燒結(jié)
運(yùn)用方針:不銹鋼、鋁合金深拉伸模具。
作用:定制化V型槽匹配模具錐度規(guī)劃,燒結(jié)過程中通過槽壁綁縛控制模具縮短率,確保拉伸產(chǎn)品壁厚均勻性±0.01mm。
工藝優(yōu)化:結(jié)合真空燒結(jié)工藝,可消除模具內(nèi)部微孔,將拉伸分裂率下降至0.5%以下。
四、特別形狀硬質(zhì)合金件出產(chǎn)
異形噴嘴燒結(jié)
運(yùn)用方針:砂噴丸機(jī)用文丘里噴嘴、噴砂機(jī)用旋轉(zhuǎn)噴嘴。
作用:通過3D打印或CNC加工的薄型V石墨槽,可承載雜亂流道結(jié)構(gòu)的噴嘴坯體,燒結(jié)過程中堅(jiān)持流道規(guī)范精度,防止傳統(tǒng)模具因熱應(yīng)力導(dǎo)致的開裂。
立異點(diǎn):槽壁開設(shè)微孔透氣結(jié)構(gòu),平衡燒結(jié)氣氛壓力,減少產(chǎn)品內(nèi)部缺點(diǎn)。
微孔過濾器燒結(jié)
運(yùn)用方針:化工、醫(yī)藥范疇用硬質(zhì)合金微孔過濾器(孔徑≤5μm)。
作用:V型槽的薄壁規(guī)劃減少對(duì)坯體下表面的熱遮擋,促進(jìn)均勻縮短,一同石墨的化學(xué)穩(wěn)定性防止微孔被雜質(zhì)阻塞。
性能指標(biāo):燒結(jié)后過濾器孔隙率可達(dá)35%-40%,過濾精度堅(jiān)持率>95%。
五、作業(yè)趨勢與擴(kuò)展運(yùn)用
增材制作配套
跟著3D打印硬質(zhì)合金技術(shù)的老到,薄型V石墨槽被用于承載打印后的薄壁雜亂結(jié)構(gòu)坯體,處理傳統(tǒng)燒結(jié)易變形的問題。
案例:某企業(yè)選用石墨槽+真空燒結(jié)工藝,成功制作出壁厚0.3mm的硬質(zhì)合金渦輪葉片,良品率行進(jìn)至90%。
梯度材料燒結(jié)
通過在V型槽內(nèi)分層鋪設(shè)不同成分的硬質(zhì)合金粉末,完畢功用梯度材料(FGM)的燒結(jié),滿意航空航天范疇對(duì)耐高溫、抗磨損復(fù)合材料的需求。
技術(shù)打破:石墨槽的薄壁結(jié)構(gòu)可減少層間熱阻,促進(jìn)元素渙散,行進(jìn)梯度層結(jié)合強(qiáng)度。
六、選型與運(yùn)用主張
根據(jù)產(chǎn)品規(guī)范挑選槽型
直徑≤50mm的圓柱形產(chǎn)品:優(yōu)先選用60°-75°V型槽,統(tǒng)籌裝載穩(wěn)定性與脫模便利性。
長徑比>5的細(xì)長件:選用雙V型槽組合規(guī)劃,分段支撐防止曲折。
注重?zé)Y(jié)工藝匹配性
真空燒結(jié):選用高純度(≥99.99%)石墨槽,防止揮發(fā)物污染真空體系。
低壓燒結(jié):槽壁開設(shè)透氣槽或微孔,平衡爐內(nèi)壓力,防止產(chǎn)品鼓包。
保護(hù)與壽數(shù)處理
守時(shí)檢測槽壁磨損量,當(dāng)V型槽視點(diǎn)差錯(cuò)>2°或表面粗糙度Ra>1.6μm時(shí)需更換。
選用抗氧化涂層(如SiC)處理,可延伸石墨槽運(yùn)用壽數(shù)30%-50%。
-

液冷板石墨模具,水冷板石墨模具,液冷板釬焊石墨模具,水冷板釬焊石墨模具,石墨模具,石墨模具加工,石墨模具生產(chǎn)廠家
-
液冷板石墨模具,石墨治具石墨模具,石墨模具加工廠,水冷板石墨模具,液冷板釬焊石墨模具,水冷板釬焊石墨模具,石墨模具,石墨模具加工,石墨模具生產(chǎn)廠家
-
V型石墨舟,V型石墨舟皿,石墨舟皿,高強(qiáng)度石墨方舟,高純石墨舟皿,高純度石墨方舟,高溫?zé)Y(jié)石墨舟皿,V型石墨舟皿生產(chǎn)廠家
-

石墨放熱焊接模具,防雷放熱焊接石墨模具,放熱焊接石墨模具,放熱焊石墨模具,石墨模具,石墨治具,加熱焊石墨治具,石墨放熱焊接模具生產(chǎn)廠家
-

石墨放熱焊接模具,防雷放熱焊接石墨模具,放熱焊接石墨模具,放熱焊石墨模具,石墨模具,石墨治具,加熱焊石墨治具,石墨放熱焊接模具生產(chǎn)廠家