產品中心
PRODUCTS CENTER
-
 液冷板石墨模具,水冷板石墨模具,液冷板釬焊石墨模具,水冷板釬焊石墨模具,石墨模具,石墨模具加工,石墨模具生產廠家
液冷板石墨模具,水冷板石墨模具,液冷板釬焊石墨模具,水冷板釬焊石墨模具,石墨模具,石墨模具加工,石墨模具生產廠家 -
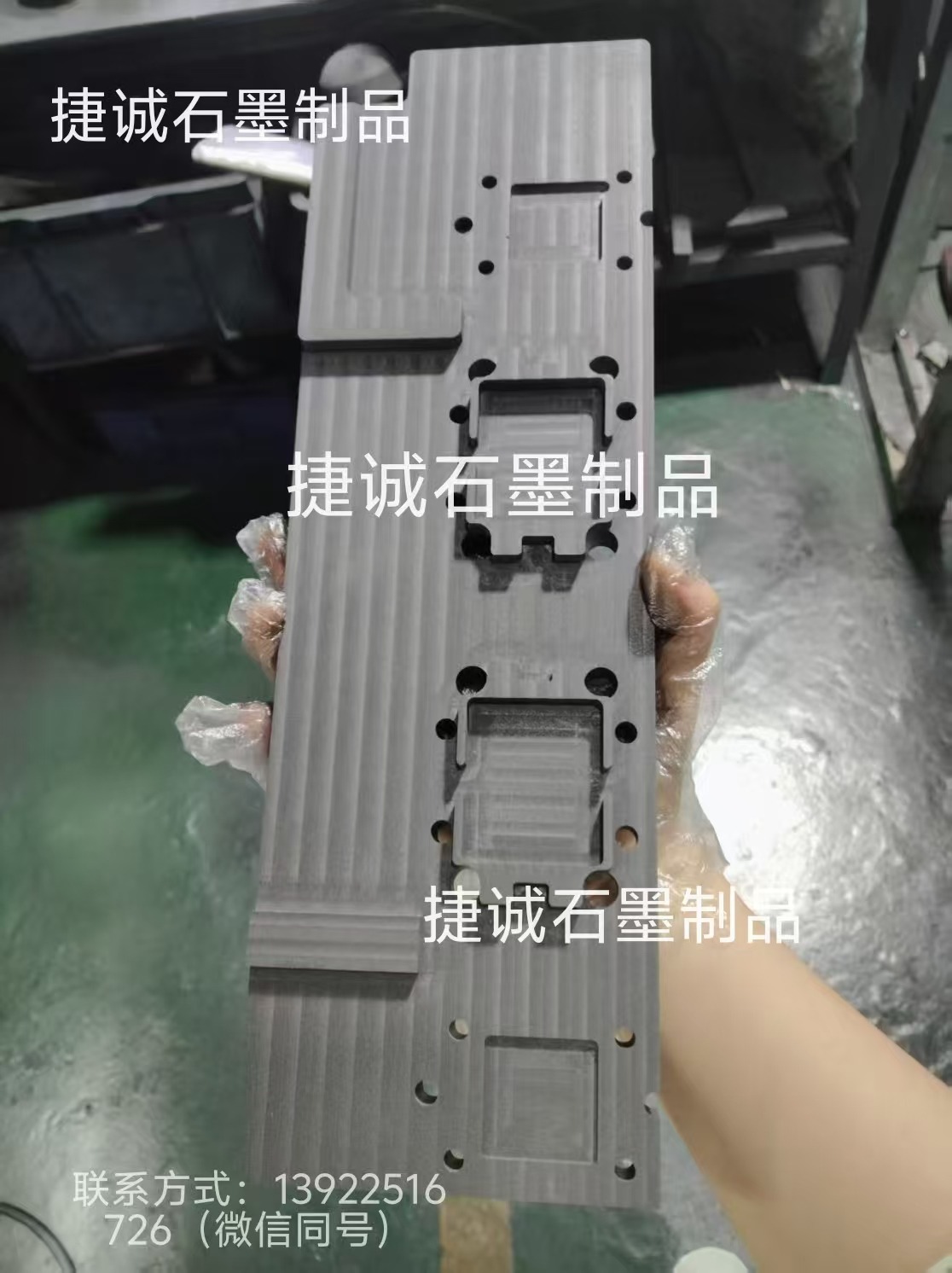 液冷板石墨模具,石墨治具石墨模具,石墨模具加工廠,水冷板石墨模具,液冷板釬焊石墨模具,水冷板釬焊石墨模具,石墨模具,石墨模具加工,石墨模具生產廠家
液冷板石墨模具,石墨治具石墨模具,石墨模具加工廠,水冷板石墨模具,液冷板釬焊石墨模具,水冷板釬焊石墨模具,石墨模具,石墨模具加工,石墨模具生產廠家 -
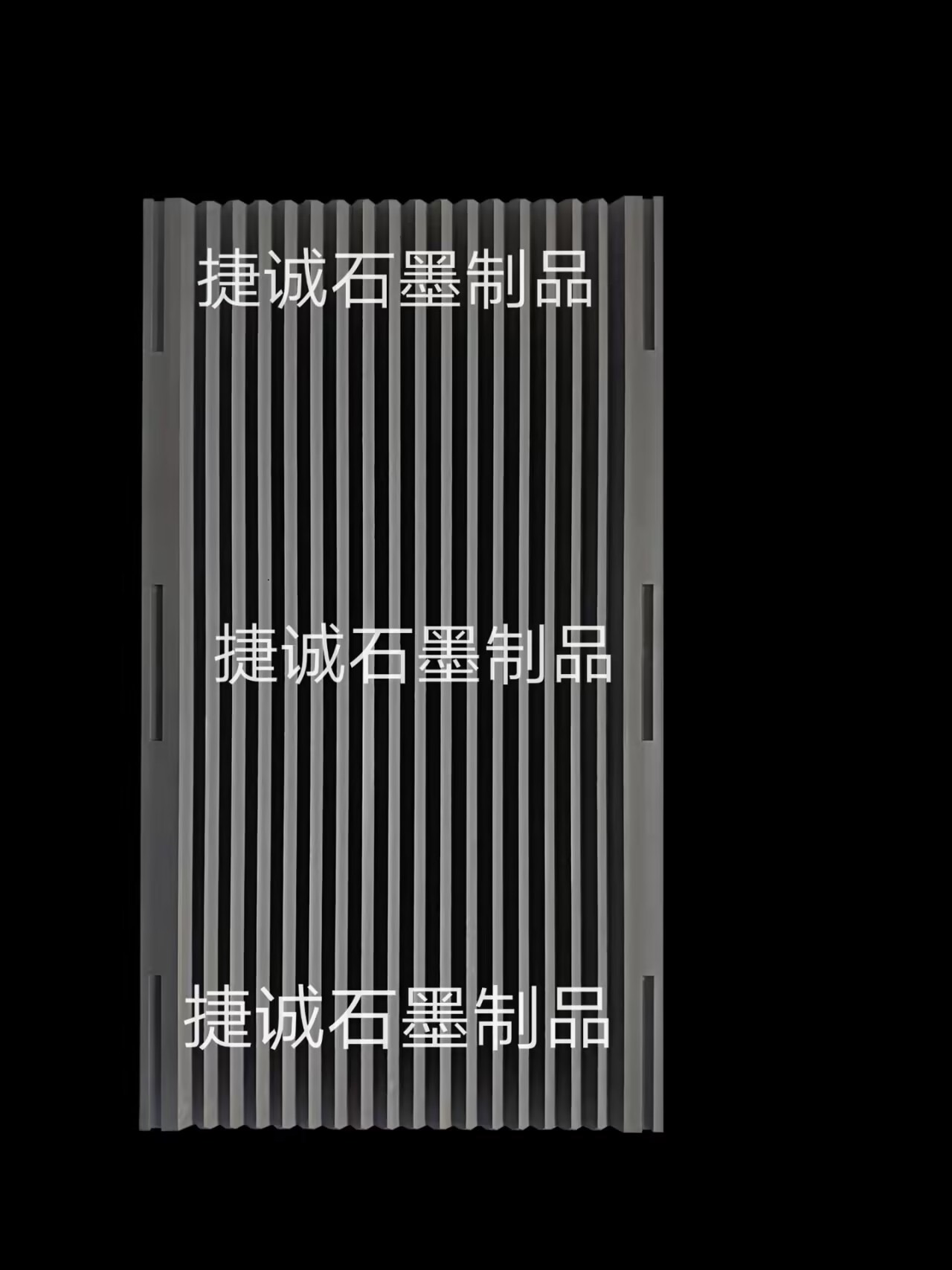 V型石墨舟,V型石墨舟皿,石墨舟皿,高強度石墨方舟,高純石墨舟皿,高純度石墨方舟,高溫燒結石墨舟皿,V型石墨舟皿生產廠家
V型石墨舟,V型石墨舟皿,石墨舟皿,高強度石墨方舟,高純石墨舟皿,高純度石墨方舟,高溫燒結石墨舟皿,V型石墨舟皿生產廠家 -
 硬質合金燒結用薄型v石墨槽,V型石墨舟皿,石墨舟皿,石墨模具,鎢鋼燒結用v型石墨舟皿,高純燒結石墨制品,石墨方舟石墨舟皿,石墨舟皿生產廠家
硬質合金燒結用薄型v石墨槽,V型石墨舟皿,石墨舟皿,石墨模具,鎢鋼燒結用v型石墨舟皿,高純燒結石墨制品,石墨方舟石墨舟皿,石墨舟皿生產廠家 -
 石墨放熱焊接模具,防雷放熱焊接石墨模具,放熱焊接石墨模具,放熱焊石墨模具,石墨模具,石墨治具,加熱焊石墨治具,石墨放熱焊接模具生產廠家
石墨放熱焊接模具,防雷放熱焊接石墨模具,放熱焊接石墨模具,放熱焊石墨模具,石墨模具,石墨治具,加熱焊石墨治具,石墨放熱焊接模具生產廠家 -
 石墨放熱焊接模具,防雷放熱焊接石墨模具,放熱焊接石墨模具,放熱焊石墨模具,石墨模具,石墨治具,加熱焊石墨治具,石墨放熱焊接模具生產廠家
石墨放熱焊接模具,防雷放熱焊接石墨模具,放熱焊接石墨模具,放熱焊石墨模具,石墨模具,石墨治具,加熱焊石墨治具,石墨放熱焊接模具生產廠家 -
 鋁熱石墨放熱焊接模具,放熱焊石墨模具,加熱焊接石墨治具,放熱焊接石墨模具,防雷焊接石墨夾具,防雷放熱焊接石墨模具,防雷接地石墨模具
鋁熱石墨放熱焊接模具,放熱焊石墨模具,加熱焊接石墨治具,放熱焊接石墨模具,防雷焊接石墨夾具,防雷放熱焊接石墨模具,防雷接地石墨模具 -
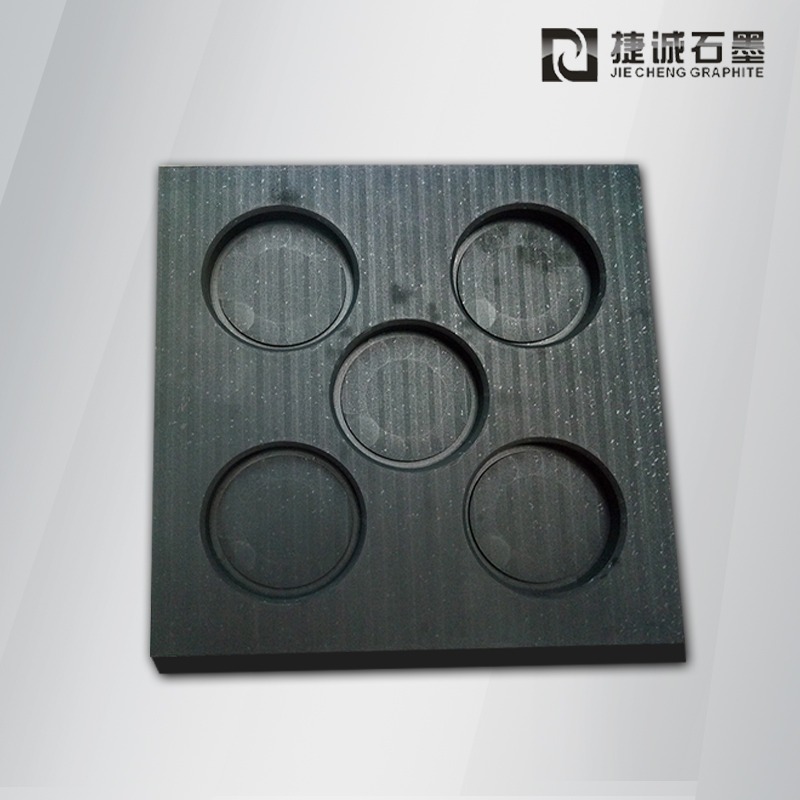
 石墨盤,硬質合金石墨盤,石墨盤加工,銅管燒結石墨盤,石墨盤加工廠,進口硬質合金石墨盤,石墨盤生產廠家
石墨盤,硬質合金石墨盤,石墨盤加工,銅管燒結石墨盤,石墨盤加工廠,進口硬質合金石墨盤,石墨盤生產廠家 -
 硬質合金石墨盤,石墨盤,刀具燒結石墨盤,石墨盤加工,銅管燒結石墨盤,燒結石墨盤,石墨盤加工廠,石墨盤生產廠家,石墨盤廠家
硬質合金石墨盤,石墨盤,刀具燒結石墨盤,石墨盤加工,銅管燒結石墨盤,燒結石墨盤,石墨盤加工廠,石墨盤生產廠家,石墨盤廠家 -
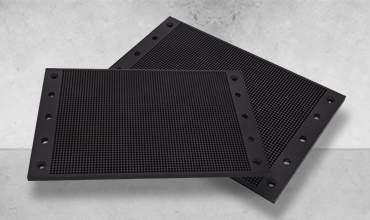
 VC硬焊石墨治具,半導體石墨模具,VC石墨模具,燒結石墨模具,石墨模具,石墨治具,VC擴散焊接石墨模具,石墨模具加工,石墨模具生產廠家
VC硬焊石墨治具,半導體石墨模具,VC石墨模具,燒結石墨模具,石墨模具,石墨治具,VC擴散焊接石墨模具,石墨模具加工,石墨模具生產廠家 -
 VC硬焊石墨治具半導體石墨模具,VC硬焊石墨治具,VC石墨模具,燒結石墨模具,石墨模具,石墨治具,VC擴散焊接石墨模具,石墨模具加工,石墨模具生產廠家
VC硬焊石墨治具半導體石墨模具,VC硬焊石墨治具,VC石墨模具,燒結石墨模具,石墨模具,石墨治具,VC擴散焊接石墨模具,石墨模具加工,石墨模具生產廠家 -
 VC硬焊石墨治具半導體石墨模具,VC硬焊石墨治具,VC石墨模具,燒結石墨模具,石墨模具,石墨治具,VC擴散焊接石墨模具,石墨模具加工,石墨模具生產廠家
VC硬焊石墨治具半導體石墨模具,VC硬焊石墨治具,VC石墨模具,燒結石墨模具,石墨模具,石墨治具,VC擴散焊接石墨模具,石墨模具加工,石墨模具生產廠家
18年品質保證 精密石墨模具加工廠
東莞市捷誠石墨制品有限公司是廣東東莞一家專業的精密石墨模具經營加工生產公司,主要生產電子燒結石墨模具、芯片封裝石墨模具、手機玻璃熱彎石墨模具、VC石墨模具、晶圓封裝石墨模具、金剛石燒結石墨模具、電纜焊接石墨模具、各種石墨治具、石墨夾具。
2003
成立于2003年
6000
資產總額6000萬元
10
10多年生產經驗
100
員工100余人
業務范圍
BUSINESS LINE


品牌簡介
BRAND INTRODUCTION
公司先后榮獲了“中國質量體系認證書”、“實用新型專利證書”、“優秀企業模范”等榮譽稱號。公司
通過了 ISO9001:2000質量體系、ISO14001:2004環境體系、
GB/T28001-2001的健康安全管理 體系的三重認證。社會榮譽與監督極大的體現
了“石墨模具系列”產品特征和產品的使用性能。 捷誠石墨模具依靠科技進步
倡導綠色消費,讓客戶群體充分體會 到捷誠石墨模具公司文化所帶
來的無窮魅力。
VIEW MORE
通過了 ISO9001:2000質量體系、ISO14001:2004環境體系、
GB/T28001-2001的健康安全管理 體系的三重認證。社會榮譽與監督極大的體現
了“石墨模具系列”產品特征和產品的使用性能。 捷誠石墨模具依靠科技進步
倡導綠色消費,讓客戶群體充分體會 到捷誠石墨模具公司文化所帶
來的無窮魅力。
新聞動態
NEWS CENTER
-
液冷板石墨模具的加載設置優化可從設備與治具選型、刀具與參數匹配、加工戰略優化、安全防護與維護等方面下手,以下是具體說明:設備與治具選型優化:石墨加工設備:選擇配備高效吸塵體系的設備,并配備滴油回收設備以削減廢油污染。真空吸附臺:規劃高效的真空吸附治具,前進加工功率,一起確保加工穩定性。刀具與加工參數優化:刀具選擇:針對不同加工階段選擇合適的刀具,如開粗階段運用四刃刀具,中粗階段運用R刀,精修階段運用小直徑R刀或圓鼻刀。加工參數:根據刀具類型和加工階段,優化切削量、加工速度和主軸轉速,以前進加工功率和表面質量。加工戰略優化:走刀辦法:采用兩軸一起移動的走刀辦法,避免三軸一起移動發生的刀紋,前進加工表面質量。后處理與體系設置:配合數控體系的專用后處理程序,調整體系設置為“高精修”模式,以前進加工精度。安全防護與設備維護:個人防護:為操作人員配備防護口罩和護目鏡,避免石墨粉塵吸入或飛濺傷眼。環境操控:保持加工車間通風杰出,定時整理石墨粉塵,避免粉塵堆集引發安全隱患。設備維護:定時查看和維護設備,確保吸塵體系、刀庫等部件的正常運行,延伸設備運用壽數。想要了解更多液冷板石墨模具的內容,可聯系從事液冷板石墨模具多年,產品經驗豐富的滑小姐:13500098659。
-
液冷板石墨模具的加載設置觸及設備選型、治具規劃、工藝參數設定及安全防護等多方面,需根據具體加工需求進行優化,以下為具體分析:一、設備與治具準備石墨加工設備選擇:吸塵系統需高強度,如選用變頻器操控吸塵器運作,吸塵口靠近加工區域,并配備守時吹塵規劃,防止石墨粉塵停留。刀庫門帶吹氣設備,防止粉塵進入刀庫影響加工精度,Y軸防塵罩一體化規劃,確保機床密封性。石墨設備一般運用固態導軌油,并配備滴油回收設備,守時吸油,防止廢油污染。治具規劃:真空吸附臺是常用治具,可一同加工多個產品,標準安穩,變形量小。治具規劃需考慮石墨模具的固定辦法,確保加工過程中模具的安穩性。二、刀具與加工參數設置刀具選擇:開粗階段:選用四刃刀具,直徑10~12mm,防止直徑過小導致速度慢或直徑過大影響加工精度。中粗階段:選用R刀,如R3,適宜曲面開粗,切削量0.5mm,加工速度3m/min,主軸轉速15000rpm。精修階段:凸模選用R刀,如R2;凹模選用圓鼻刀(平底帶R刀),如6R0.5或4R0.2,切削量0.03mm,加工速度3m/min,主軸轉速22000rpm。加工參數設置:根據不同加工階段(開粗、中粗、精修)設置適宜的切削量、加工速度和主軸轉速。走刀辦法建議兩軸一同移動,防止三軸一同移動產生刀紋。三、加工過程中的注意事項防止刀具磨損:石墨硬度高且脆,刀具磨損快,需選擇高質量刀具,并優化切削參數以延伸刀具壽數。防止運用平底刀進行開粗,因其刀尖尖銳,易導致石墨崩裂。后處理與系統設置:配合數控系統的專用后處理程序,調整系統設置為“高精修”辦法,以前進加工精度。守時查看和保護設備,確保吸塵系統、刀庫等部件的正常工作。四、安全防護與操作標準個人防護:操作人員需佩帶防護口罩和護目鏡,防止石墨粉塵吸入或飛濺傷眼。環境操控:加工車間需堅持通風超卓,守時拾掇石墨粉塵,防止粉塵堆集引發安全隱患。想要了解更多液冷板石墨模具的內容,可聯系從事液冷板石墨模具多年,產品經驗豐富的滑小姐:13500098659。
-
V型石墨舟的結構一般包括以下中心規劃特征,這些特征一同確保了硬質合金燒結過程中的安穩性、均勻性和高效性:一、V型槽體規劃幾許捆綁與支撐安穩性 V型槽的錐形結構:通過槽壁的歪斜角度(一般為60°-90°)為硬質合金坯體供應安穩的側向支撐,防止燒結過程中因縮短應力導致的歪斜或陷落。例如,在燒結長條狀硬質合金坯體時,V型槽可確保坯體緊密貼合槽壁,堅持直線度差錯≤0.05mm。 底部支撐凸起:部分規劃在V型槽底部設置凸起結構,進一步松懈坯體壓力,防止部分應力會合。例如,底部凸起高度為0.5-1mm,可削減坯體與槽底的觸摸面積,促進熱量均勻傳導。排氣與氣體流轉優化 排氣通槽:在V型槽的相對槽面上規劃至少一條寬度為0.3-0.5mm的排氣通槽,為坯體內部氣體供應排出通道,防止氣體積累導致孔洞缺點。例如,在燒結微孔過濾器時,排氣通槽可使氣體排出效率跋涉30%,產品孔隙率均勻性跋涉至±2%。 棱角保護槽:在槽底支撐凸起與槽壁相交處設置棱角保護槽(深度0.2-0.3mm),防止坯體裝卸時磕碰損壞槽體棱角,延伸舟皿運用壽數至傳統規劃的1.5倍。二、模塊化與可拆卸結構底座與插板別離規劃 石墨底座:選用高密度等靜壓石墨(純度≥99.9%)制成,厚度為10-15mm,供應全體結構安穩性。底座上設置T形槽或燕尾槽,用于固定插板。 石墨插板:厚度為3-5mm,表面加工有V型槽,通過螺栓或卡扣與底座銜接。例如,某類型V型石墨舟選用4塊插板規劃,單塊插板損壞時可單獨替換,修補本錢下降40%。輕量化與強度平衡 薄壁結構:槽壁厚度控制在2-4mm,在確保強度的一同削減熱容量,縮短升溫時間20%-30%。例如,在燒結直徑20mm的硬質合金球時,薄壁規劃可使爐溫均勻性跋涉至±5℃,產品標準一致性跋涉至98%。 加強筋規劃:在插板反面設置橫向或縱向加強筋(寬度2mm,高度1mm),跋涉抗彎強度至≥50MPa,防止高溫下變形。三、資料與工藝優化高純度資料選擇 等靜壓石墨:純度≥99.9%,顆粒度≤10μm,確保燒結過程中不引入雜質。例如,運用西格里石墨V1640資料時,產品碳含量不堅決規劃≤0.05%,硬質合金鈷相散布均勻性跋涉15%。 抗氧化涂層:在槽體表面涂覆SiC/Si?N?復合涂層(厚度5-10μm),氧化失重率下降90%,運用壽數延伸至200次以上燒結循環。精密加工與成型技術 等靜壓成型:在200MPa壓力下對石墨粉進行三維均勻約束,消除內部應力,確保槽體密度≥1.85g/cm3,氣孔率≤10%。 數控加工:選用五軸聯動數控機床加工V型槽,標準精度控制在±0.02mm以內,表面粗糙度Ra≤0.8μm,削減坯體與槽壁的摩擦阻力。四、運用場景適配性規劃長條狀坯體燒結 接連V型槽:在單塊插板上設置多個接連V型槽,槽距離根據坯體長度調整(一般為坯體長度的1.2倍),確保燒結過程中坯體距離均勻,防止粘連。例如,在燒結長度100mm的礦用截齒時,接連槽規劃可使產品直線度差錯≤0.1mm。異形坯體燒結 定制化V型槽角度:根據坯體形狀調整槽壁角度(如82°、90°),匹配坯體后角規劃。例如,在燒結可轉位刀片時,82°V型槽可確保刀片后角精度±0.5°,切削性能跋涉20%。微孔結構燒結 淺V型槽:槽深控制在1-2mm,削減對坯體下表面的熱遮擋,促進均勻縮短。例如,在燒結孔徑5μm的微孔過濾器時,淺槽規劃可使過濾器孔隙率達標率跋涉至95%,過濾精度堅持率>90%。想要了解更多V型石墨舟的內容,可聯系從事V型石墨舟多年,產品經驗豐富的滑小姐:13500098659。
-
其次紅硬性在低溫形態下任務的熱作模具,懇求堅持其組織和功能的波動,從而堅持足夠高的硬度,這種功能稱為紅硬性。碳素工具鋼、低合金工具鋼通常能在180~250℃的溫度范圍內堅持這種功能,鉻鉬熱作模具鋼普通在550~600℃的溫度范圍內堅持這種功能。鋼的紅硬性次要取決于鋼的化學成分和熱處置工藝。 再次抗壓屈服強度和抗壓彎曲強度模具在運用進程中常常遭到強度較高的壓力和彎曲的作用,因此模具資料應具有一定的抗壓強度和抗彎強度。在很多情況下,做抗壓實驗和抗彎實驗的條件接近于模具的理論任務條件。 抗彎實驗的另一個優點是應變量的絕對值大,能較靈敏地反映出不同鋼種之間以及在不同熱處置和組織形態下變形抗力的差別。 在模具市場上,石墨模具的呈現,讓其他材質的模具靠后站,以掩耳不及盜鈴之勢取得一席之地,這都離不開它優良的功能!明天電子燒結石墨模具廠家小編給大家說說石墨模具對強度性有什么要求。 首先是硬度硬度是模具鋼的主要技術指標,模具在高應力的作用下欲堅持其外形尺寸不變,必需具有足夠高的硬度。冷作模具鋼在室溫條件下普通硬度堅持在HRC60左右,熱作模具鋼根據其任務條件,普通懇求堅持在HRC40~55范圍。 關于同一鋼種而言,在一定的硬度值范圍內,硬度與變形抗力成正比;但具有同一硬度值而成分及組織不同的鋼種之間,其塑性變形抗力能夠有分明的差別。
-
我們在日常生活中運用的石墨產品十分多,其實它們都是經過石墨模具制造出來的,這種模具的質量和功能會在很大水平上影響石墨產品的功能和運用周期,因此需求不時提升制造技藝,這樣產品的運用工夫才更長。 石墨模具的經過高科技制造出來的,它的次要制造設備是熱裝筒夾,它可以批量制造模具。應用數控刀片熱裝技術,并不時在此基礎上提升,因此其曾經在很多場所被運用,十分罕見。其實,該模具的消費在很大水平上處理了數控刀片難以夾緊的問題。而正是由于其被大規模的制造和消費,筒夾才干更普遍的被人們看法和運用。 另外,石墨模具的制造也很嚴厲,其要先由設計人員設計出款式、外形,再經過機械設備停止加工,然后才干成為我們所見到的這樣。
-
石墨組織粗大的問題希望大家可以多加留意,避免這種情況的發作,會惹起諸多連帶成績。那么讓石墨模具發生組織粗大的緣由有哪些呢?石墨模具廠家小編給大家總結幾點。 1、石墨模具在淬火爐中安放的地位不恰當,能夠將其放在了接近電極或加熱元件區使其發生過熱的情況。 2、在制造石墨模具的進程中出現了鋼材的混雜招致理論鋼材的淬火溫度遠遠低于需求淬火的溫度。 3、在對截面變化比較大的石墨模具中止淬火時,選擇的淬火加熱工藝不恰當,讓尖角處和薄截面等地方出現過熱的情況。 4、在運轉中石墨模具的淬火加熱時出現溫渡過高或保溫工夫過長或不夠等情況。 5、在開端淬火之前沒有對石墨模具開端正確的球化處置工藝,致使球化組織不良。 石墨模具在制造的進程中經過淬火能夠會出現組織粗大的情況,這一景象會對石墨模具的力學性能發生嚴重的影響,運用的時分能夠會使石墨模具發生斷裂,以致會大大縮短其運用壽命。
-
石墨模具還可以和其他的模具停止配合運用,消費出愈加契合人們需求的產品。另外,它也不容易呈現腐蝕,具有十分好的加工功能,因此十分適用,您假如有需要的話可以購置和運用。 其實在我們的日常生活中,有許多的石墨制品,比如說石墨棒、石墨板、石墨舟等,這些制品其實都是運用石墨模具制造而成的,它是一種十分重要的產品,在制造的進程中發揚著十分重要的作用,上面我們詳細來看一下吧。 幾年來,石墨模具的消費、制造和運用逐步變得普遍,市面上擁有的廠家也在不時添加,其制造出來的產品也在不時增多。石墨其實是一種十分好的資料,它的物理性能和化學功能均比擬強。該模具在現代化的消費進程中也占據著十分重要的角色,很多的產品都是運用它停止沖壓、鑄造而成的。
-
等靜壓石墨模具消費后,為了更好地維護模具,通常需求停止抗氧化劑處置,通常運用抗氧化劑停止。接下來,小編將向您引見如何對等靜壓石墨模具停止抗氧化處置。 當等靜壓石墨模具的運用溫度在1300℃以內時,其抗氧化效果十分好。各類石墨模具用石墨模具的抗氧化保護劑浸泡后,其液體可滲透到等靜壓石墨模具的孔隙中,在石墨模具的孔隙和石墨模具外表構成一層約0.02mm的抗氧化保護膜。 正是這種保護膜可以無效隔離空氣,并直接與石墨模具接觸,發生氧化反響。因而,它可以無效地抵抗石墨模具的氧化,從而無效地延伸石墨模具的使用壽命。





